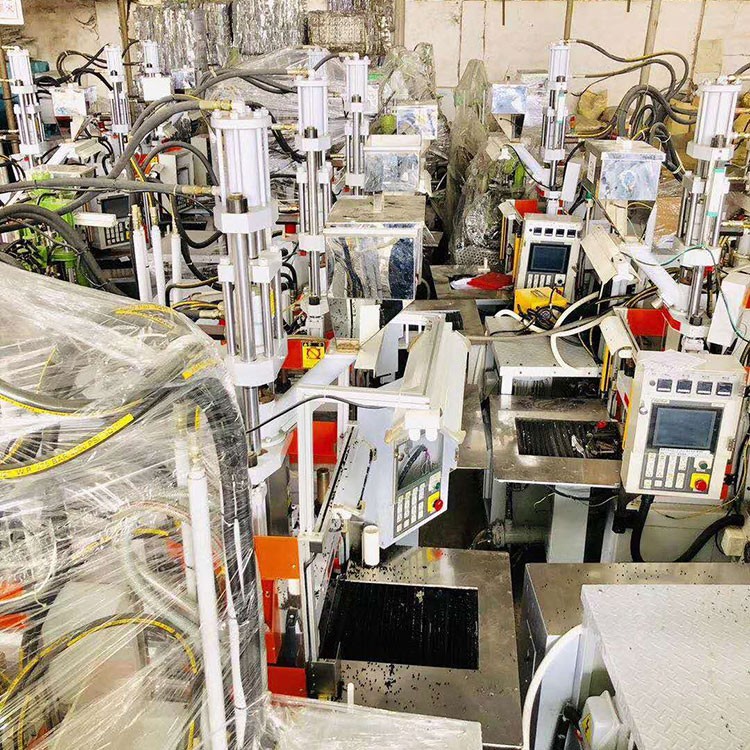
梅州市百赞二手立式注塑机,节能性好
价格:面议 2024-05-20 01:00:01 101次浏览锁模压力所处于立式注塑机的锁模合模系统,这个步骤的主要动作是将挤出通过射出嘴注入到模具中的原料进行合模成型,锁模压力的大小需根据实际的注塑需求进行大小的调试。
对原机型进行增压改进可以降低采购成本,满足注塑挤出压力需求,同时还不用选择更大吨位的机器,在耗上也更少,降低能耗降低生产成本能更高的提升产品的竞争力。
一般的经验法则是使用50%的射击能力+20%。机器初的报价是盎司或克。塑料注射成型机的指定弹丸重量可用于模具的物品,包括流道重量从35%到85%的弹丸重量。下限来自压盘弯曲度、桶停留时间和每公斤加工材料的电力消耗。
模板是用来固定模具型腔的“工作台”或工具。分开放置,然后将模具插入并牢固地夹在压板上。一旦两个板合在一起,两个板将保持闭合,并在吨位的压力下保持,塑料将被加热,在压力下注射,然后允许通过成型冷却循环冷却,成型冷却循环是关键,而不是定义成品的强度。在这里,塑料呈现出它的硬化,终的形状,同时继续保持在原位,许多吨的压力,以保持理想的形状。
- 公司: 日航二手注塑设备有限公司
- 主营: 梅州市百赞二手立式注塑机,节能性好
- 地址: 深圳市龙岗区平湖辅城坳嘉湖路7号
- 联系: 向经理
- 手机: 13823721566
-
微信:

百业网店
Fatal error: Uncaught TypeError: implode(): Argument #1 ($array) must be of type array, string given in /home/wwwroot/bytweb/public/class/commons.php:1927 Stack trace: #0 /home/wwwroot/bytweb/public/class/commons.php(1927): implode(',', NULL) #1 /home/wwwroot/bytweb/public/template/M0/adv_shop.php(10): Commons->GetVipShop(430102000000, 231, 3, 20, 'F') #2 /home/wwwroot/bytweb/public/template/M0/xiangxi.php(119): include_once('/home/wwwroot/b...') #3 /home/wwwroot/bytweb/public/template/M0/index.php(40): include('/home/wwwroot/b...') #4 /home/wwwroot/bytweb/public/mobileShop/index.blade.php(341): include_once('/home/wwwroot/b...') #5 /home/wwwroot/bytweb/public/index.php(113): include('/home/wwwroot/b...') #6 {main} thrown in /home/wwwroot/bytweb/public/class/commons.php on line 1927